
02
Febเชื่อมท่อ HDPE มาตรฐาน DVS2207และ กปภ. แบบ HDPE Butt Fusion
บทความนี้เป็นบทความที่จะมาสอนการเชื่อมท่อ HDPE มาตรฐาน DVS2207และ การประปาส่วนภูมิภาค แบบ HDPE Butt Fusion โดยพนักงานของบริษัท ที่ได้รับการอบรมและสอบใบอนุญาตการเชื่อมท่อ HDPE จากกรมพัฒนาฝีมือแรงงานมาแล้ว
แนะนำเครื่องเชื่อมท่อ HDPE แบบ HDPE Butt Fusion
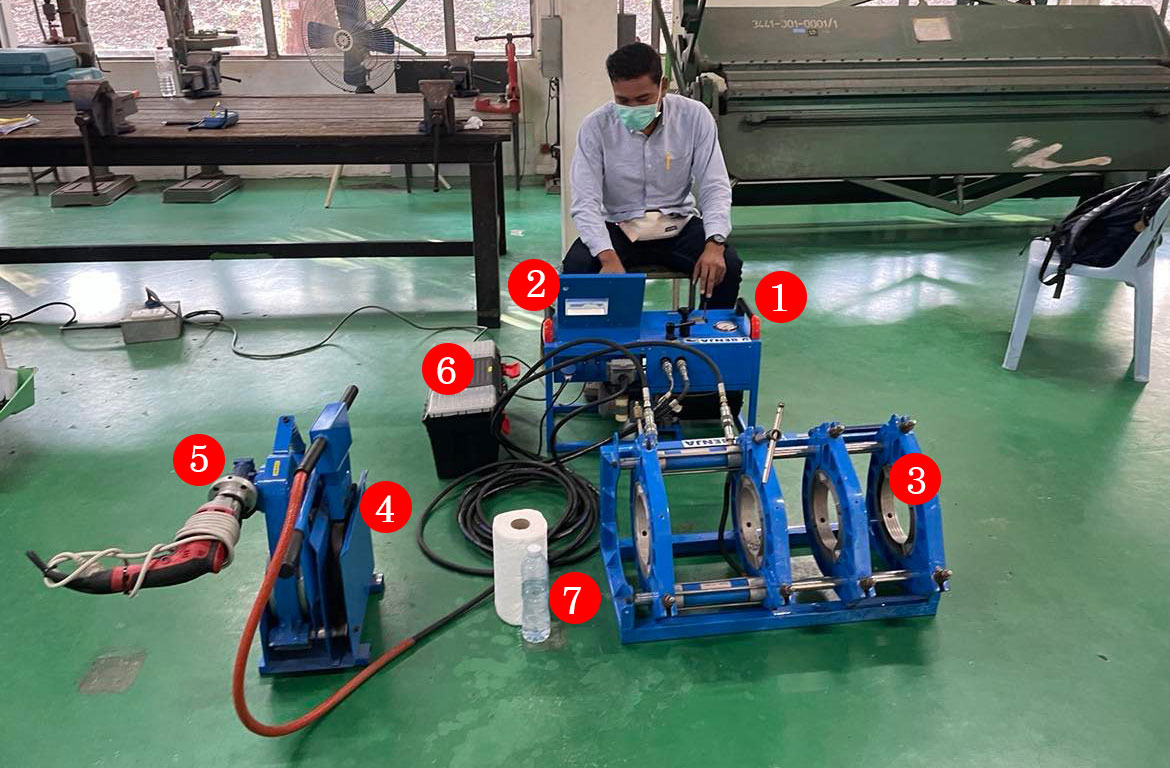
เครื่องเชื่อมท่อ HDPE ในภาพเป็นเครื่องรุ่น BENJA 160A ที่จำหน่ายโดย วีบี เวลดิ้ง ไปอุดหนุนกันโลดดดด โดยในภาพจะประกอบไปด้วย (ตำแหน่งตามตัวเลขในภาพ)
1.ชุดไฮดรอลิกส์ ที่ประกอบไปด้วย
- ชุดมอเตอร์ปั๊ม
- เกจวัดแรงดัน
- ชุดควบคุมการเคลื่อนที่ของกระบอกไฮดรอลิกส์
- ชุดสายต่อเข้า-ออกกับชุดโครงเครื่องเชื่อม
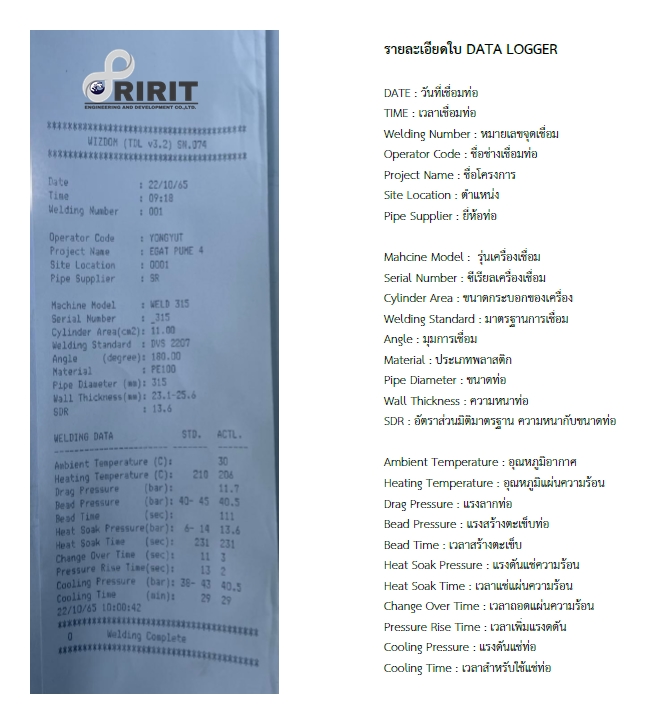
2.เครื่องควบคุมการเชื่อมและบันทึกข้อมูล (Data Logger Unit : LDU)
- ชุดควบคุมการเชื่อมและบันทึกข้อมูล
- ชุดสายต่อเข้ากับชุดโครงเครื่องเชื่อม
- ชุดสายต่อต่อกับเข้ากับชุดไฮดรอลิกส์
- ชุดสายไฟต่อเข้าเครื่อง
- กระดาษพิมพ์ พร้อมหมึก
3.โครงเครื่องเชื่อมท่อ HDPE ทำหน้าที่จับยึดท่อ HDPE ทั้งสองท่อนที่จะทำการเชื่อมท่อ โดยจะมีชุดแกนเลื่อนที่ประกอบเข้ากับชุดไฮดรอลิกส์ ที่จะทำให้ท่อ HDPE ขยับท่อให้เชื่อมประสานกัน โดยปกติโคงเครื่องเชื่อม 1 เครื่องสามารถเชื่อมท่อได้ตามขนาดที่กำหนดไว้สูงสุด และมีชุดประกับที่สามารถประกอบกับโครงเครื่องเชื่อมท่อ ที่ทำให้สามารถเชื่อมท่อ ได้หลายขนาด
โดยประกอบไปด้วย :
- โครงเครื่องเชื่อมท่อ
- ชุดแกนเลื่อน
4.แผ่นความร้อน ทำหน้าที่ให้ความร้อนแก่ท่อ HDPE ต้องมีคุณสมบัติที่ให้ความร้อนหระจายได้ทั่วแผ่น และสามารตั้งอุณหภูมือยู่ในช่วง 200-220 องศาเซลเซียส และต้องมีขนาดใหญ๋กว่าเส้นผ่าศูนย์กลางท่อ HDPE ผิวหน้าควรเคลือบด้วยเทฟลอน ประกอบไปด้วย
- ชุดแผ่นความร้อนเคลือบด้วยเทฟลอน
- ชุดด้ามจับ
- ชุดวัดอุณหภูมิ
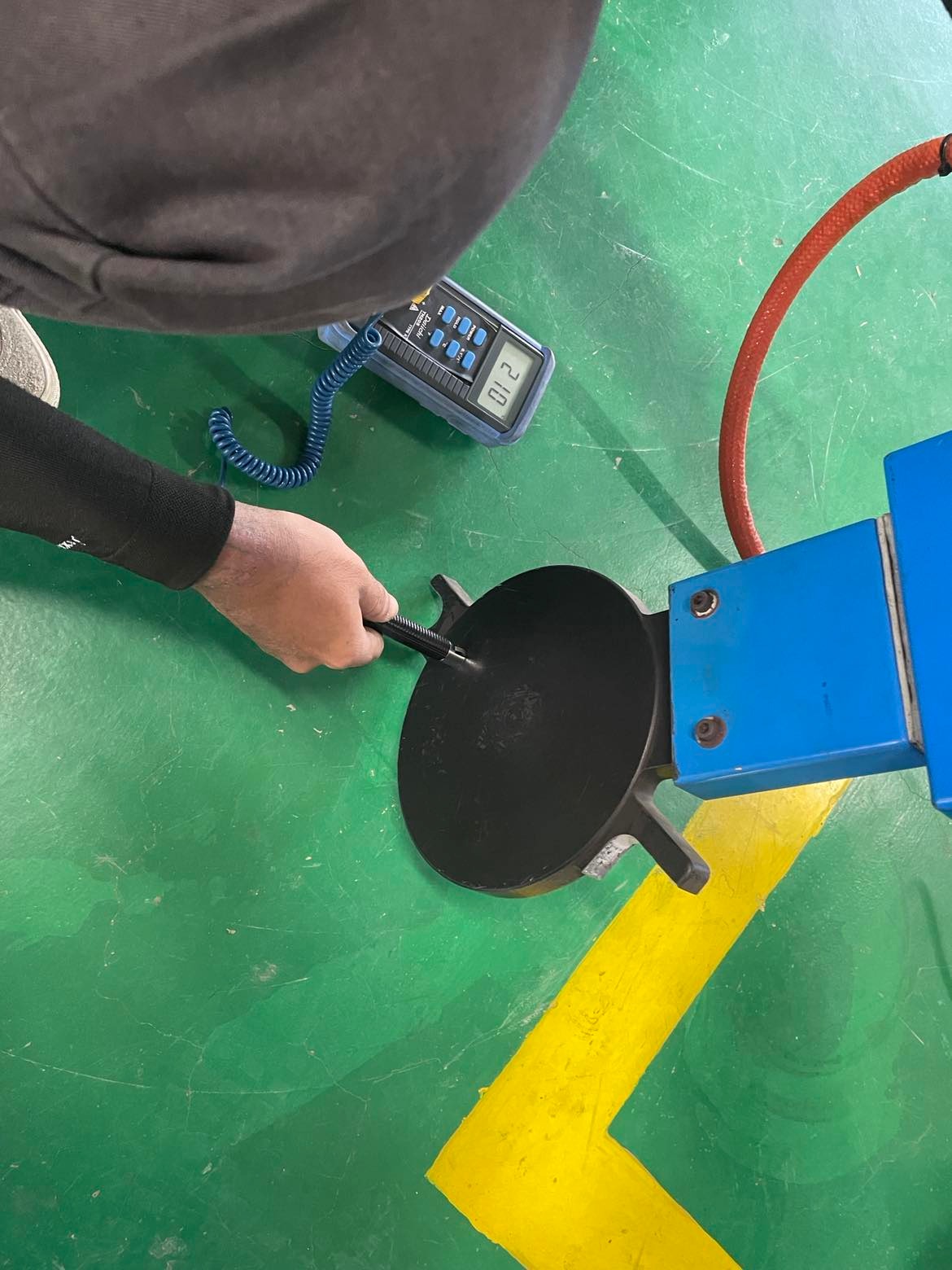
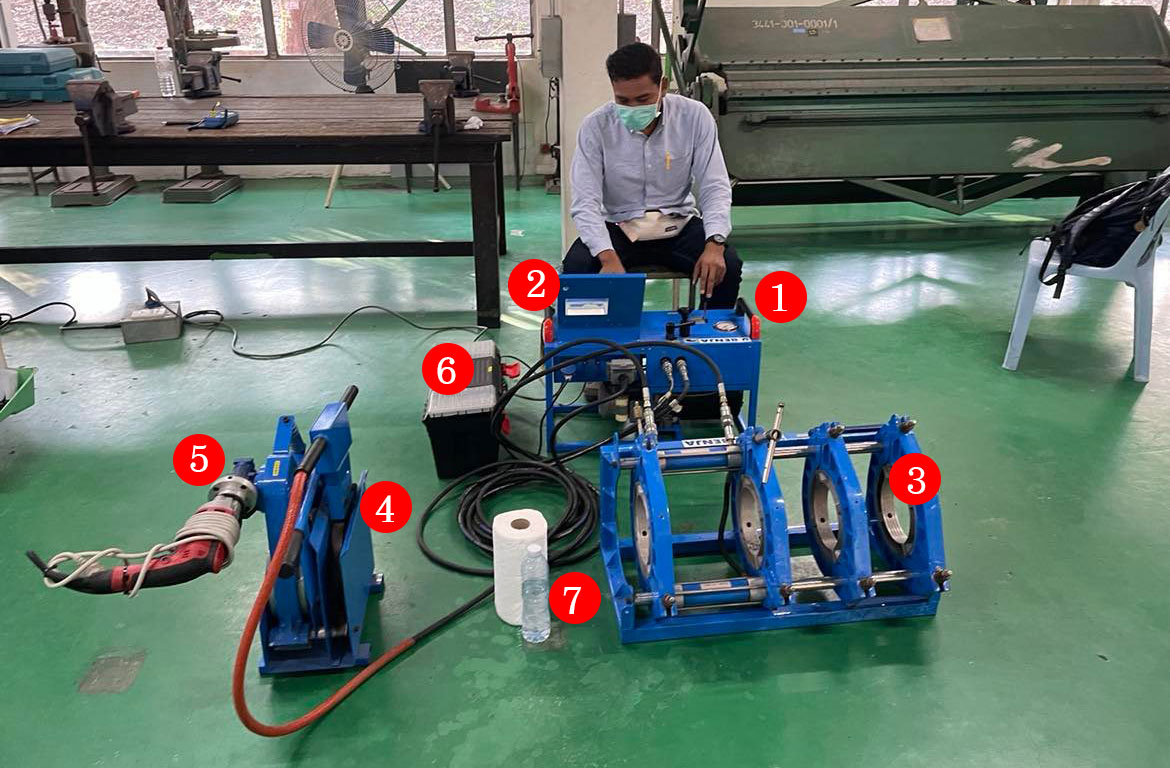
วัดอุณหภูมิแผ่นความร้อนโดยวัดเป็นกากบาท แล้วหารเฉลี่ย ต้องไม่ต่ำกว่ามาตรฐาน
5. ใบปาดหน้าท่อ โดยทำหน้าที่ปาดหน้าท่อ HDPE ได้พร้อมกันทั้งสองท่อ โดยต้องประกอบชุดใบปาดหน้าท่อเข้ากับโครงเครื่องเชื่อม และจะต้องประกอบให้สนิทให้ลงล็อค โดยจะมีจุดสัมกับแกนไฮดรอลิค
โดยประกอบไปด้วย
- ใบมีดปาดหน้า
- ชุดมอเตอร์ขับ
- สวิทซ์เปิด - ปิด
7.กล่องใส่เครื่องมือ เครื่องปริ้น ประกับ
8.แอลกอฮอสำหรับเช็ดท่อ และทำความสะอาดท่อ
คุณภาพของรอยเชื่อมท่อ HDPE
คุณภาพของรอยเชื่อมท่อ HDPE ขึ้นอยู่กับคุณสมบัติของช่างเชื่อม ความเหมาะสมของอุปกรณ์และอุปกรณ์ที่ใช้แล้ว ตลอดจนการปฏิบัติตามมาตรฐานการเชื่อม สามารถทดสอบรอยเชื่อมด้วยวิธีที่ไม่ทำลายและ/หรือทำลาย งานเชื่อมต้องได้รับการตรวจสอบ ประเภทและขอบเขตการกำกับดูแลจะต้องตกลงกันระหว่างคู่สัญญา ขอแนะนำให้บันทึกข้อมูลการเชื่อมในโปรโตคอลการเชื่อม (LDU)

ตัวอย่างรอยเชื่อมท่อ hdpe ที่กำหนดความหนาของตะเข็บได้มาตรฐาน
องค์ประกอบที่สำคัญในการเชื่อมท่อ
- อุณหภูมิ
- แรงดัน
- เวลา
- ความสะอาด
- ความเรียบ
อุณหภูมิที่เหมาะสมสำหรับเชื่อมท่อ HDPE
อุณหภูมิที่ทำให้ท่อละลาย โดยจุดหลอมละลายของท่อ HDPE นั้นเริ่มต้นอยู่ที่ 135 องศาเซลเซียส โดยปกติการเชื่อมแล้ว ต้องใช้อุณหภูมิที่สูงกว่าจุดหลอมละลาย โดยอุณหภูมิที่เหมาะสมนั้นอยู่ในช่วง 200-220 องศาเซลเซียส ซึ่งแปรผันโดยตรงกับความหนาของท่อ hdpe
_page-0003.jpg)
อุณหภูมิช่วงที่เหมาะสมในการเชื่อมท่อ hdpe แปรผันโดยตรงกับความหนาของท่อ hdpe
แรงดันที่เหมาะสม
แรงดันของท่อที่ใช้นั้นอยู่ที่ 0.15 N/mm2 ซึ่งขึ้นกับความหนาของท่อ ไม่รวมแรงลากท่อ โดยแรงดันจะแบ่งได้เป็น 4 รูปแบบ คือ
1.แรงดันลากท่อ (DF) คือแรงดันเริ่มต้นที่เราตั้งค่าเพื่อให้เครื่องสามารถลากท่อได้ลื่นไหลไม่หน่วงจนเกินไป
2.ความดันที่ใช้สร้างตะเข็บหน้าสัมผัสท่อ (P1, บาร์) จะใช้ค่ามาตรฐาน DVS 2207-1 กำหนดไว้คือ 0.15 + 0.01 M/mm2 คูณด้วยพื้นที่หน้าตัดของท่อ HDPE (A1) หารด้วยค่าพื้นที่หน้าตัดของกระบอกไฮดรอลิกส์ (A2)
3.ความดันแช่ (P2, บาร์) จะใช้ค่ามาตรฐาน DVS 2207-1 กำหนดไว้คือ 0.2 คูณด้วยพื้นที่หน้าตัดของท่อ HDPE (A1) หารด้วยค่าพื้นที่หน้าตัดของกระบอกไฮดรอลิกส์ (A2)
4.ความดันเชื่อมประสาน (P3, บาร์) จะเท่ากับ (P1, บาร์) จะใช้ค่ามาตรฐาน DVS 2207-1 กำหนดไว้คือ 0.15 + 0.01 M/mm2 คูณด้วยพื้นที่หน้าตัดของท่อ HDPE (A1) หารด้วยค่าพื้นที่หน้าตัดของกระบอกไฮดรอลิกส์ (A2)
.jpg)
ภาพแสดงการตัดท่อเพื่อดูรอยเชื่อมท่อ HDPE
เวลาในการเชื่อมท่อนั้น มีอยู่ 5 ช่วงด้วยกัน
1.ช่วงการสร้างตะเข็บของท่อโดยนับจนกว่าจะมีระยะตะเข็บของท่อ hdpe ได้ตามความสูงที่ออกแบบ
2.ช่วงลดแรงดัน เป็นช่วงที่ทำการแช่ท่อเพื่อให้ความร้อนกับท่อ hdpe โดยสามารถคำนวณได้จากสูตร ความหนาท่อ X 10 หน่วยวินาที ตัวอย่างเช่น ท่อ หนา 5.3 มม.ใช้เวลาแช่ท่อ 53 วินาที
3.ช่วงนำแผ่นความร้อนออกโดยจะออกแบบโดยสูตรต้องทำระยะเวลาไม่เกินที่กำหนด โดยใช้สูตร 3+(0.01xOD) วินาที
4.ช่วงเวลาการเพิ่มแรงดันเพื่อทำการเชื่อมท่อ hdpe หรือประสานท่อ hdpe ต้องใช้เวลาไม่เกินที่กำหนด โดยใช้สูตร 3+(0.03xOD)
5.ช่วงสุดท้ายคือช่วงการแช่ท่อหลังเชื่อมท่อ HDPE หรือเวลาหล่อเย็น ใช้สูตร (3+e)x60 วินาที
ภาพกองท่อที่รอเตรียมสำหรับฝึกเชื่อมท่อ HDPE เราซ้อมและฝึกอย่างจริงจัง
จากสูตรคำนวนการเชื่อมท่อ HDPEจะได้ตามตารางคำนวนการเชื่อมท่อ HDPE ดังนี้
_page-0003.jpg)
ดูรูปขยายใหญ่ คลิ๊กที่รูป
|
ลำดับที่ |
รายการ |
สูตรคำนวณ |
|
1 |
อุณหภูมิแผ่นความร้อน ( c ) |
205-220 c |
|
2 |
ความดันที่ใช้สร้างตะเข็บหน้าสัมผัสท่อ (P1, บาร์) |
1.5x(A1/A2) |
|
3 |
เวลาปรับศูนย์ (สร้างตะเข็บ) (T1, บาร์) |
จนกว่าจะได้ตะเข็บสูง K มม. |
|
4 |
ความสูงของตะเข็บ (K, มุม) |
0.5+(0.1xe) |
|
5 |
ความดันแช่ (P2, บาร์) |
0.2x(A1/A2) |
|
6 |
เวลาให้ความร้อนแช่ (T2 , วินาที) |
10xe |
|
7 |
เวลาปลดแผ่นความร้อน (T3 , วินาที) |
3+(0.01xOD) |
|
8 |
เวลาที่ใช้เพิ่มแรงดันเชื่อมประสาน (T4 , วินาที) |
3+(0.03xOD) |
|
9 |
ความดันเชื่อมประสาน (P3, บาร์) |
1.5x(A1/A2) |
|
10 |
เวลาหล่อเย็น (T5, วินาที) |
(3+e)x60 |
|
11 |
ความกว้างแนวเชื่อมต่ำสุด (มม.) |
3+(0.5xe) |
|
12 |
ความกว้างแนวเชื่อมสูงสุด (มม.) |
3+(0.75xe) |
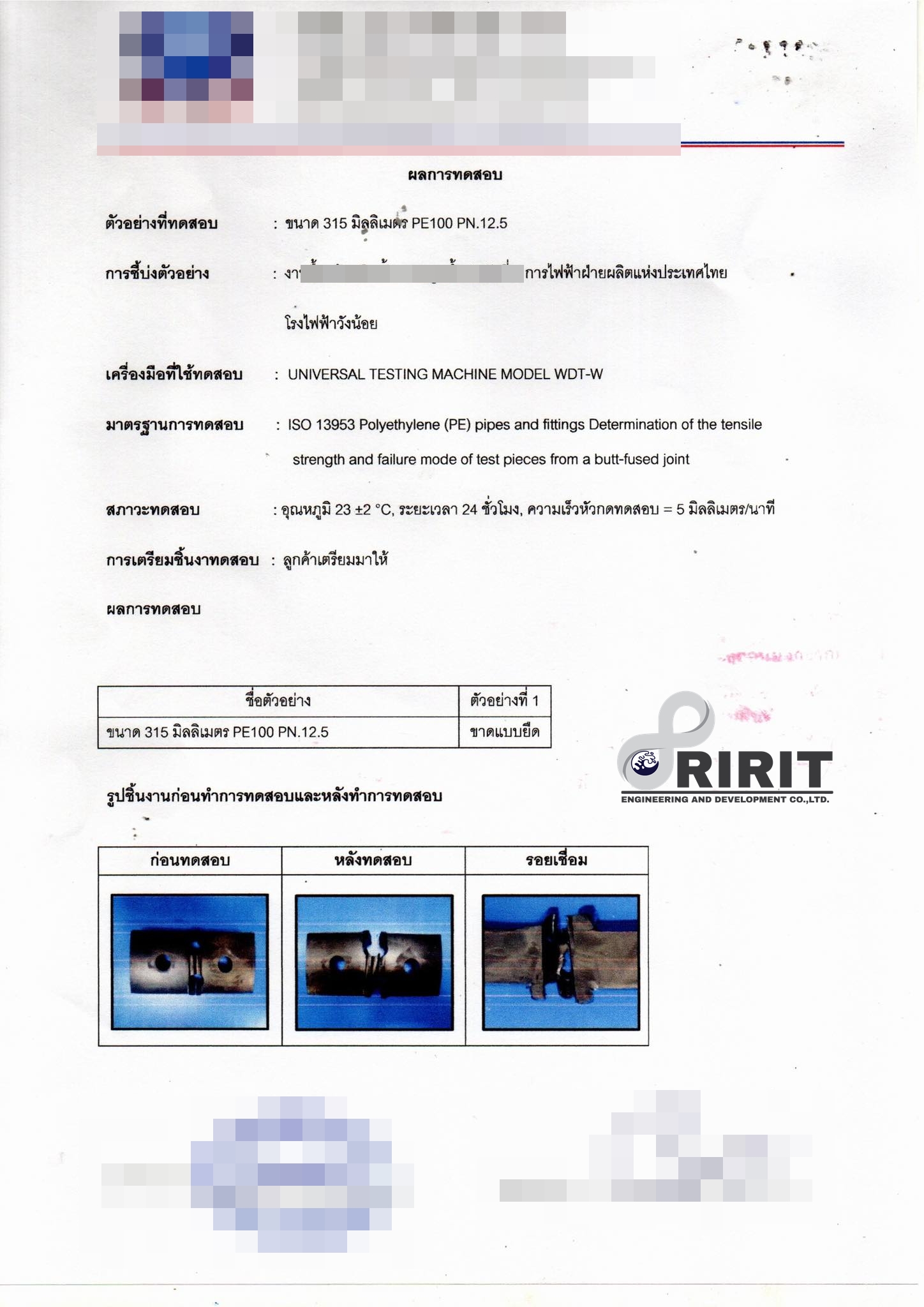
การทดสอบท่อ HDPE หลังเชื่อมท่อ
มาตรฐานที่เกี่ยวข้องในการทดสอบ
DVS2203-1 ชนิดการทดสอบงานเชื่อมท่อ HDPE
DVS2203-2 Tensile Test ทดสอบแรงดึง
DVS2202-4 Long time tensile test
DVS2203-5 Bending Test

ภาพขณะเครื่องทำการกดรอยเชื่อมท่อ HDPE ที่ถูกตัดตัวอย่างมา แบบ DVS2203-5 Bending Test
ขอบคุณข้อมูลดีๆจาก กรมพัตนาฝีมือแรงงานและอาจารย์สุทิน วิทยเบญจางค์
1 อุปกรณ์สำหรับเชื่อมท่อ HDPE
1.ชุดไฮดรอลิคส์
2.เครื่องควบคุมการเชื่อมและบันทึกข้อมูล
3.โครงเครื่องเชื่อมท่อ
4.แผ่นความร้อน
5. ใบปาดหน้าท่อ
6.กล่องใส่เครื่องมือ เครื่องปริ้น ประกับ
7.แอลกอฮอล์สำหรับเช็ดท่อ
ขั้นตอน1
1.1) ทำการตรวจสอบอุปกรณ์และความพร้อมของอุปกรณ์ทดสอบค่าแรงดันของเครื่องดูการรั่วซึมชุดไฮดรอลิกส์
1.2) ทำการวัดค่าอุณหภูมิแผ่นความร้อนโดยเทอโมมิเตอร์ หาค่าเฉลี่ย อุณหภูมิต้องอยู่ที่ค่า 200-220 องศา
ขั้นตอน 2
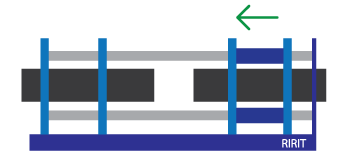
2.1) ทำการติดตั้งท่อบนโครงเครื่องเชื่อมท่อทั้งสองฝั่งโดยเลือกใช้ประกับที่ขนาดพอดีกับท่อ ทำการล็อคท่อและปรับหน้าท่อให้ใกล้เคียงกัน
ขั้นตอน 3
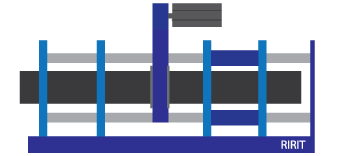
3.1) ทำการเลื่อนชุดโครงเชื่อมท่อออก จากนั้นทำการใส่เครื่องปาดหน้าท่อ
3.2) ทำการปรับแรงดันให้เหลือแค่แรงลากท่อ จากนั้นทำการเลื่อนท่อเข้าหาเครื่องปาดหน้าท่อ โดยทำการปาดหน้าท่อจนกว่าหน้าสัมผัสจะสม่ำเสมอกัน
ขั้นตอน 4
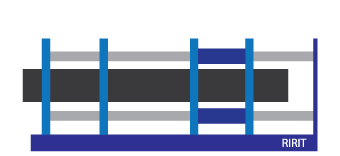
4.1) ตรวจสอบความเหลื่อมของท่อโดยการเลื่อนปลายท่อเข้าชนกัน และตรวจสอบความเหลื่อมของท่อ (ค่าความเหลี่ยมที่ภายนอกได้สูงสุด = 0.1 x ความหนาของผนังท่อ)
ขั้นตอนที่ 5
5.1) ทำความสะอาดท่อและแผ่นความร้อน โดยใช้ทิชชู่ชุบแอลกอฮอล์เช็ดบริเวณปลายท่อที่จะทำการเชื่อม
ขั้นตอน 6
6.1) ทำการหาแรงลากท่อ (Drag Pressure) และปรับเพิ่มแรงดันของความดันที่ใช้สร้างตะเข็บหน้าสัมผัสท่อ ด้วยสูตร Drag Pressure + 1.5x(A1/A2)
ขั้นตอน 7
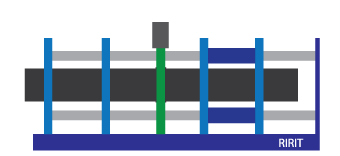
7.1) ใส่แผ่นความร้อนตรงกลางระหว่างท่อทั้งทั้งสองด้าน แล้วเลื่อนท่อทั้งสองด้านให้ชนกับแผ่นความร้อน (อุณหภูมิของแผ่นความร้อน 200-220 องศาเซลเซียส) ด้วยแรงดันจากสูตร Drag Pressure + 1.5x(A1/A2) จนกว่าจะได้ความสูงตะเข็บ (K, มุม) 0.5+(0.1x ความหนาของท่อ)
7.2) หลังจากได้ตะเข็บตามกำหนดให้ทำการปรับความแช่แผ่นความร้อนด้วยสูตร ความดันแช่ (P2, บาร์) 0.2 x (A1/A2) โดยใช้ระยะเวลา เวลาให้ความร้อนแช่ (T2 , วินาที) 10 x ความหนาท่อ
ขั้นตอน 8
8.1) เมื่อครบเวลาให้ความร้อนแช่ ให้ทำการเลื่อนท่อออกจากนั้นทำการเอาแผ่นความร้อนออก และนำท่อเลื่อนเข้าหากันทันที โดยต้องใช้เวลาปลดแผ่นความร้อน (T3 , วินาที) ด้วยสูตร 3+(0.01xเส้นรอบวงภายนอกของท่อ)
8.2) ทำการเพิ่มแรงดัน ความดันเชื่อมประสาน (P3, บาร์) ด้วยสูตร 1.5 x (A1/A2) โดยใช้เวลาไม่มากกว่าเวลาที่ใช้เพิ่มแรงดันเชื่อมประสาน (T4 , วินาที) 3+(0.03xเส้นรอบวงภายนอกของท่อ)
ขั้นตอน 9
9.1) ทำแช่ท่อเพื่อหล่อเย็นโดยใช้ เวลาหล่อเย็น (T5, วินาที)จากสูตร (3+ความหนาท่อ)x60
9.2) เมื่อครบกำหนดหล่อเย็นจึงทำการถอดท่ออกจากชุดโครงเชื่อมท่อ HDPE
9.3) ตรวจสอบความกว้างแนวเชื่อมต่ำสุด (มม.)ด้วยสูตร 3+(0.5xความหนาท่อ) และความกว้างแนวเชื่อมสูงสุด (มม.)ด้วยสูตร 3+(0.75xความหนาท่อ)
ขั้นตอน 10
10.1) ทำการปริ้นรายงานผลการเชื่อมท่อ HDPE ผ่านเครื่องปริ้นของ LDU
WHO WE ARE
บริษัท ริฤทธิ์ เอ็นจิเนียริ่ง แอนด์ ดีเวลลอปเม้นท์ จำกัด รับเหมาก่อสร้างและตัวแทนจำหน่ายท่อกับข้อต่อโพลีเอทิลีนความหนาแน่นสูง(HDPE) รับเชื่อมท่อ pe,รับเชื่อมท่อ hdpe,สำหรับงานวางท่อประปา, ท่อระบายน้ำ, ท่อสำหรับร้อยสายไฟฟ้า, และท่อสำหรับร้อยสายสื่อสาร